
Reducing Risk and Human Error With OSHA-Compliant Lockout/Tagout

By Stan Kalisz
The Process Safety Management rule of the U.S. Occupational Safety and Health Administration (OSHA), also known as OSHA TITLE 29 CFR 1910, defines ways companies must manage and document safety risks. Here's how plants can protect the safety of employees while complying with the rule's "lockout/tagout" procedure.
OSHA 1910.147 defines and provides guidance for lockout/tagout of equipment that will ensure the safety of personnel. This is a simple tagging technique that helps maintenance, engineers, operators and supervisors identify when the piece of equipment was installed or when work was done to it. In the food and beverage industry, this could apply to a host of processes, from raw material storage and feeding through the production area and out the door. Tags are exactly what they sound like—instructive tags on a piece of equipment.
Lockout/tagout, as well as the overall process safety management also encompasses automated equipment controls and the information systems that manage them at the supervisory level.
Plant Equipment and Safety Systems
In the early 1980's I was a senior nuclear power plant operator working in a power plant that consisted of two identical nuclear units (individual power plants) in a plant with twin pressurized water reactors.
Lockout/tagout of individual pieces of equipment and entire systems was literally "routine work" for an operator, there is always ongoing preventive maintenance and testing of equipment and systems in the power plant. Our lockout/tagout procedures were flawless and when initiated were done so in verbatim compliance, in a manner that would not compromise safety to the plant personnel.
But no matter how experienced or well trained the operators conducting the lockout/tagout procedures were there was always the existence and potential of the "Human Factor of Human Error". Using a quality improvement process we looked for potential problems and ways to prevent them during lockout/tagout evolutions.
An Unexpected Risk
The risks that safety procedures like this one affect any plant, whether in the power industry or the food and beverage industry—and not just in the plant's power-related utilities. Any process—material handling, packaging, blending, baking, pasteurizing, or otherwise processing—must be made risk-free and therefore compliant to standards.
This can be seen in my power plant example. Our twin unit plant was mirror image and the units identical in layout. Each unit had shared safety systems, trains of redundant equipment and a conservative estimate of 10,000 individual components (i.e. valves, breakers, instruments, pumps, etc.). We were to realize that the opportunity of operation and maintenance error on the "wrong unit/equipment/train"--such as steam supply systems composed of piping, pumps, heaters, etc.--was significant... and inevitable.
An unintended left turn instead of a right turn in the plant could send an operator to the opposite unit and locking out a critical system rather than the system that was intended.
As it happened at our plant, an operator was instructed to perform lockout/tagout on Feed Pump A, which had an identical Feed Pump B near it as backup. The operator did the procedure properly and as instructed but did it on Feed Pump B. The results: Technicians begin working on the assigned Pump A. The pump, energized with 4.16kv, has the potential to start and run water…and the water stored in its lines are in excess of 212ºF, which will immediately flash to steam. If a bolt is loosened, releasing the water, it flashes to steam, and the technicians working on that piece of equipment can easily be scalded or worse, killed. To make the situation an even greater disaster, when the bolt was loosened and line pressure was released, the instrumentation and controls on the pump are programmed to automatically start the pump and further barrage the technicians.
What was our "fix" to this pending hazard? We analyzed that in fact none of our equipment was clearly labeled, one could easily mistake a pump, breaker, valve or entire system to be locked out for that of one on the sister unit.
The Lockout/Tagout Solution
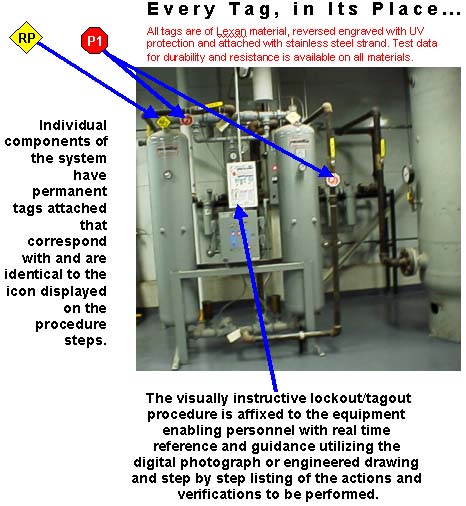
We decided to develop, implement and maintain a clear, concise equipment identification-labeling program. Using specific color coding, alpha-numeric designators and detailed descriptive nomenclature we created an equipment database and in-plant labeling program. As a result anyone in the plant could readily identify any piece of equipment, realize and understand its function by the descriptive nomenclature and be sure that piece was the one they needed to lockout, manipulate or perform work on.
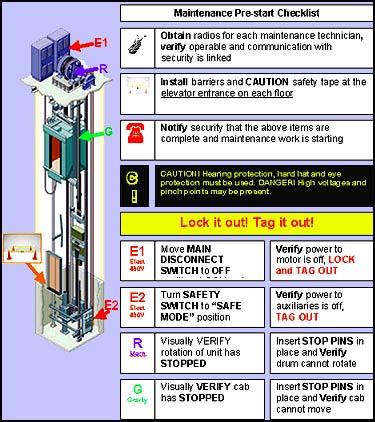
In short, the plant became "Visually Instructive."
The project was destined to be a "win-win" effort. Personnel safety was enhanced, work efficiency improved with ease of locating equipment, training became easier with the posted equipment descriptions and identification, the purchasing/budget/finance groups then knew exactly what assets were in the plant.
In addition to these benefits the plant received accolades from the Nuclear Regulatory Commission, a "Good Practice" from the Institute of Nuclear Power Operations, was featured as a model by the Electric Power Research Institute... and given the W. Edwards Deming award for Total Quality Assurance. But more important than all this was the fact that a safer work environment had been created.
For nearly 10 years I have been a consultant developing safety compliance and quality programs. Every day I see companies who truly care about the safety of their employees and operating their company within the law by implementing lockout/tagout programs.
The procedures may seem invincible, indeed, flawlessly executed and within the guidelines of the law, and the workers may be seasoned and fully trained. But keep in mind that the "Human Factor of Human Error" is always existent. Don't just stop by being OSHA compliant, seek ways of continuous improvement, the investment is well worth the effort.
Stan Kalisz is a consultant with S.C. Kalisz & Associates, 1508 East Fourth Street, Royal Oak, MI 48067. He can be reached at 248-584-4681; fax: 248.584.4689; e-mail SCKAssociates@msn.com.